



Cookie-Einstellungen
Diese Website benutzt Cookies, die für den technischen Betrieb der Website erforderlich sind und stets gesetzt werden. Andere Cookies, die den Komfort bei Benutzung dieser Website erhöhen, der Direktwerbung dienen oder die Interaktion mit anderen Websites und sozialen Netzwerken vereinfachen sollen, werden nur mit Ihrer Zustimmung gesetzt.
Konfiguration
Technisch erforderlich
Diese Cookies sind für die Grundfunktionen des Shops notwendig.
"Alle Cookies ablehnen" Cookie
"Alle Cookies annehmen" Cookie
Ausgewählter Shop
CSRF-Token
Cookie-Einstellungen
Individuelle Preise
Kunden-Wiedererkennung
Kundenspezifisches Caching
PayPal-Zahlungen
Session
Währungswechsel
Komfortfunktionen
Diese Cookies werden genutzt um das Einkaufserlebnis noch ansprechender zu gestalten, beispielsweise für die Wiedererkennung des Besuchers.
Merkzettel
Statistik & Tracking
Endgeräteerkennung
Google GA4 Tracking
Partnerprogramm

Cross-Hole Bürsten: Querbohrungen entgraten, entzundern, polieren
Für das schonende und gründliche Entgraten von Querbohrungen sowie das Polieren oder Entzundern von Bohrungswandungen
MERKMALE DER KERAMIK CROSS-HOLE BÜRSTE
Mit der "Keramik Cross-Hole-Bürste... mehr
MERKMALE DER KERAMIK CROSS-HOLE BÜRSTE
Mit der "Keramik Cross-Hole-Bürste Standard" lassen sich effizient Bohrungen mit Bohrungsdurchmesser von 3,5 mm bis maximal 20 mm entgraten. Für größere Bohrungsdurchmesser ab 20 mm eignen sich die neuen "Keramik Cross-Hole-Bürsten Extra Groß". Hierfür wurde ein neues, für große Bohrungsdurchmesser optimiertes Keramikfasermaterial entwickelt, welches flexibler und gleichzeitig stabiler ist.
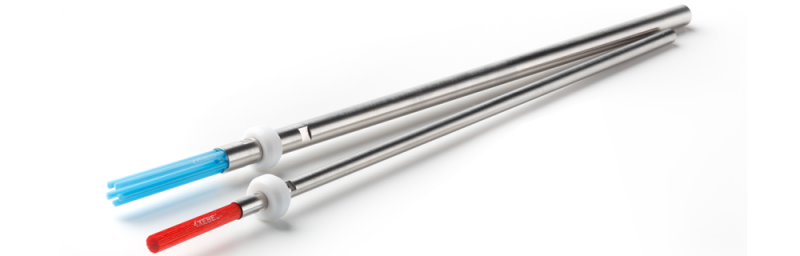
Für Langlöcher eignet sich besonders die "Keramik Cross-Hole-Bürste Extra Lang". Eine Besonderheit, welche die extra langen Faserstäbe von den Standard-Faserstäben unterscheidet, ist ein Führungsring aus Kunststoff, der sich unterhalb des Bürstenkopfes befindet. Dieser Führungsring stabilisiert die Bürste und verhindert das Taumeln des Werkzeugs.
Dieses Werkzeug wird auch für den Einsatz am Roboter empfohlen.
Haben Sie Fragen?
Rufen Sie uns an oder schreiben Sie uns per Kontaktformular!
Die durch die Rotation entstehende Fliehkraft steuert die Flanken der Keramikfasern an die... mehr
Die durch die Rotation entstehende Fliehkraft steuert die Flanken der Keramikfasern an die Querbohrungen und entfernt effizient feine Grate bis 0,1 mm Gratwurzelstärke. Diese werden abgeschliffen ohne die Bohrungen zu beschädigen. Die Cross-Hole-Bürste ist einsetzbar, z.B. auf Bearbeitungszentren, Sondermaschinen, Bohrmaschinen, Robotern uvm. Die Keramik Cross-Hole-Bürste "Standard" ist dabei vorgesehen für Bohrungen ab Ø 3,5 mm bis maximal 20 mm.
 Für größere Durchmesser wurde die bisher eingesetzte blaue Keramikfaser A33 opimiert und der Querschnitt der Fasern so angepasst, dass diese flexibler aber gleichzeitig stabiler sind und sich somit bei großen Bohrungsdurchmessern ab 20 mm bis maximal 35 mm besser an die Bohrungswand anschmiegen können. Die neue Keramikfaser A34 kommt in der neu entwickelten "Keramik Cross-Hole Bürste Extra Groß" zum Einsatz.
Für größere Durchmesser wurde die bisher eingesetzte blaue Keramikfaser A33 opimiert und der Querschnitt der Fasern so angepasst, dass diese flexibler aber gleichzeitig stabiler sind und sich somit bei großen Bohrungsdurchmessern ab 20 mm bis maximal 35 mm besser an die Bohrungswand anschmiegen können. Die neue Keramikfaser A34 kommt in der neu entwickelten "Keramik Cross-Hole Bürste Extra Groß" zum Einsatz.
Bitte beachten: Bitte fragen Sie die neue "Keramik Cross-Hole Bürste Extra Groß" vorerst nur telefonisch oder per E-Mail an.
Bei den "Cross-Hole Bürsten Extra Lang" entspricht das Funktionsprinzip dem der Standard Cross-Hole Bürsten. Die "Cross-Hole Bürsten Extra Lang" sind hierbei aber für große Bohrtiefen ab 140 mm bis maximal 370 mm ausgelegt. Da der Führungsring genau dem Hauptbohrungsdurchmesser angepasst werden muss, setzt sich das gesamte Werkzeug aus drei separaten Teilen (Bürstenkopf, Führungsring und Schaft) zusammen, die einzeln zu bestellen sind. Bitte geben Sie deshalb bei der Bestellung zwingend den Hauptbohrungsdurchmesser des zu bearbeitenden Werkstücks an.

Die Bürsten sind sowohl für die Trocken-, als auch für die Nassbearbeitung geeignet. Der Bürstenkopf ist dabei austauschbar und kann einfach abgeschraubt werden. Der Schaft ist wiederverwendbar.
1. EINFAHRBEWEGUNG
Führen Sie das Werkzeug im... mehr
 |
1. EINFAHRBEWEGUNG Führen Sie das Werkzeug im Spindelstillstand in die Bohrung ein. |
 |
2. ARBEITSSPINDEL EINSCHALTEN Starten Sie den Spindelrechtslauf in der Bohrung kurz vor der zu entgratenden Querbohrung. |
 |
3. VOR- & RÜCKWÄRTSBEWEGUNG Führen Sie die Faserstäbe vor und hinter die Querbohrungen. In der Rückwärtsbewegung empfehlen wir zusätzlich einen Spindeldrehrichtungswechsel. |
 |
4. RÜCKZUG AUS DER BOHRUNG Vor dem Werkzeugaustritt aus der Bohrung muss die Spindelrotation gestoppt werden. |
| KEMPF MEDIA-SEKTION | |
| Cross-Hole-Bürste Extra Groß | Cross-Hole-Bürste Extra Lang |



1
2
3
Für die Filterung wurden keine Ergebnisse gefunden!

 Keramikfaser Cross-Hole Bürste Extra Lang
Keramikfaser Cross-Hole Bürste Extra Lang
Für das schonende und gründliche Entgraten von Querbohrungen in Tieflochbohrungen
 Schaft für Keramikfaser Cross-Hole Bürste Extra Lang
Schaft für Keramikfaser Cross-Hole Bürste Extra Lang
Zur Aufnahme einer Cross-Hole Bürste Extra Lang
 Führungsring für Keramikfaser Cross-Hole Bürste Extra Lang
Führungsring für Keramikfaser Cross-Hole Bürste Extra Lang
Zur Führung einer Cross-Hole Bürste Extra Lang in der Bohrung
 Keramikfaser Cross-Hole Bürste Extra Groß
Keramikfaser Cross-Hole Bürste Extra Groß
Für das schonende und gründliche Entgraten von Querbohrungen.
 Schaft für Keramik Cross-Hole Bürste Extra Groß
Schaft für Keramik Cross-Hole Bürste Extra Groß
Zur Aufnahme einer Keramik Cross-Hole Bürste Extra Groß
Zuletzt angesehen