



Cookie-Einstellungen
Diese Website benutzt Cookies, die für den technischen Betrieb der Website erforderlich sind und stets gesetzt werden. Andere Cookies, die den Komfort bei Benutzung dieser Website erhöhen, der Direktwerbung dienen oder die Interaktion mit anderen Websites und sozialen Netzwerken vereinfachen sollen, werden nur mit Ihrer Zustimmung gesetzt.
Konfiguration
Technisch erforderlich
Diese Cookies sind für die Grundfunktionen des Shops notwendig.
"Alle Cookies ablehnen" Cookie
"Alle Cookies annehmen" Cookie
Ausgewählter Shop
CSRF-Token
Cookie-Einstellungen
Individuelle Preise
Kunden-Wiedererkennung
Kundenspezifisches Caching
PayPal-Zahlungen
Session
Währungswechsel
Komfortfunktionen
Diese Cookies werden genutzt um das Einkaufserlebnis noch ansprechender zu gestalten, beispielsweise für die Wiedererkennung des Besuchers.
Merkzettel
Statistik & Tracking
Endgeräteerkennung
Google GA4 Tracking
Partnerprogramm

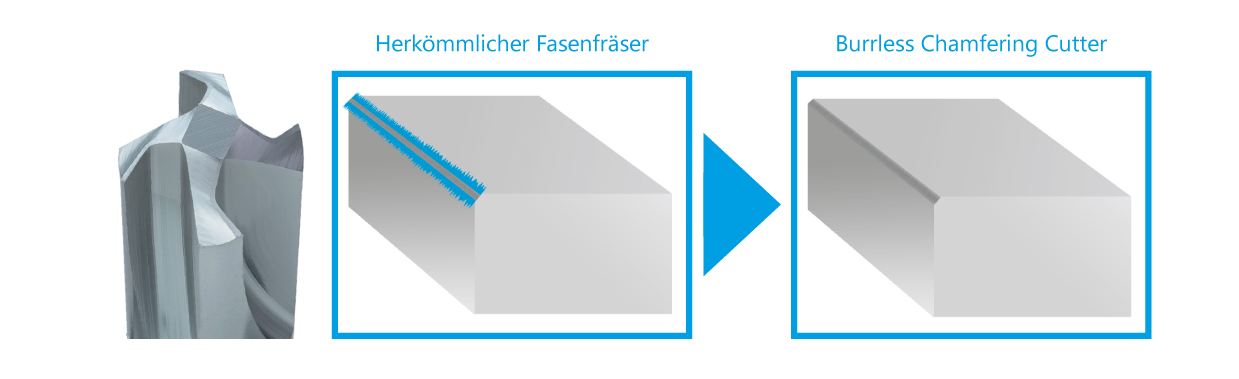
Burrless Chamfering Cutter: Definiertes Fasen ohne Sekundärgrat
Mit der weltweit ersten V-förmigen Schneide für sekundärgratfreies Fasen - Gewinner in der Rubrik Zerspanung beim Best of Industry Award 2023
Video 1: Arbeitsweise des Burrless Chamfering Cutters Video 2: Entgraten einer... mehr
Video 1: Arbeitsweise des Burrless Chamfering Cutters
Video 2: Entgraten einer definierten Außenkontur
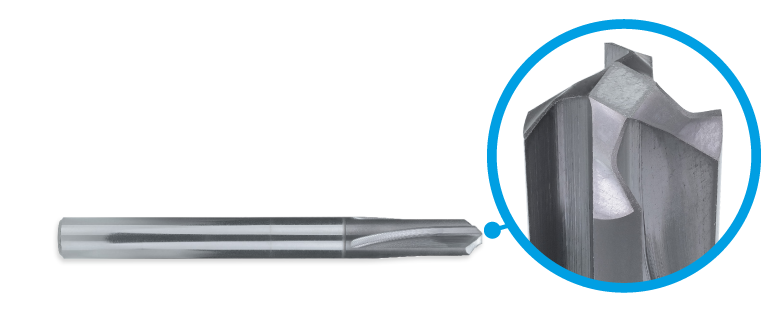
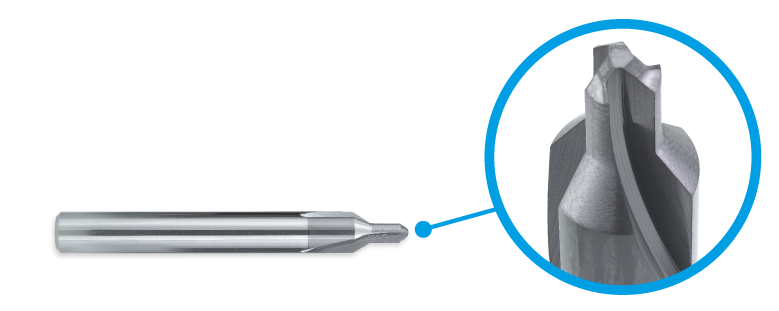
PATENTIERTE WERKZEUGGEOMETRIE
- Hochspezielle V-förmige Schneide zum Fasen ohne Sekundärgrat
- Ideal für die Entgratung von Verzahnungen
- Unabhängig vom zu bearbeitenden Werkstoff
- Hohe Werkzeugstandzeit durch hochwarmfeste AlTiCrNBeschichtung (Typ ...-M)
- Extrem scharfe Schneidkantenausführung ohne Beschichtung (Typ...-N)
- 3 bzw. 4 Schneiden für hohe Vorschubraten
- Stumpfe Spitze für mehr Stabilität und höhere Maßgenauigkeit des Werkzeugs
Haben Sie Fragen?
Rufen Sie uns an oder schreiben Sie uns per Kontaktformular!
Durch den XEBEC BURRLESS CHAMFERING CUTTER mit der weltweit ersten V-förmigen Schneide... mehr
Durch den XEBEC BURRLESS CHAMFERING CUTTER mit der weltweit ersten V-förmigen Schneide werden neue Grate beim Fasen vermieden:
- Nachgelagerte Prozesse zum Entgraten können entfallen
- Reduzierte Arbeitskosten durch Wegfall manueller Nacharbeiten
- Geringere Werkzeugkosten im Vergleich zu herkömmlichen Entgratfräsern, da eine wesentlich höhere Standzeit bis zum Verschleißmerkmal "Sekundärgrat" erreicht wird. Die Standzeit bzw. der Standweg kann im Vergleich zu herkömmlichen Fräsern bis zu verdoppelt werden.
XEBEC BURRLESS CHAMFERING CUTTER-VARIANTEN
|
TYP 06M
|
|
|
TYP 06N
|
|
|
TYP 03M
|
|
|
TYP 03N |
|


Grate entstehen beim Austritt einer Werkzeugschneide aus dem Werkstück. Durch die... mehr
Grate entstehen beim Austritt einer Werkzeugschneide aus dem Werkstück. Durch die patentierte V-förmige Schneide des XEBEC Burrless Chamfering Cutters verlässt die Werkzeugschneide das Werkstück aber erst dann, wenn das Werkstoffmaterial bereits vom Werkstück abgeschert wurde. Die Gratbildung wird dadurch unterbunden. Der Burrless Chamfering Cutter eignet sich optimal z.B. zur Entgratung von Zahnrädern.
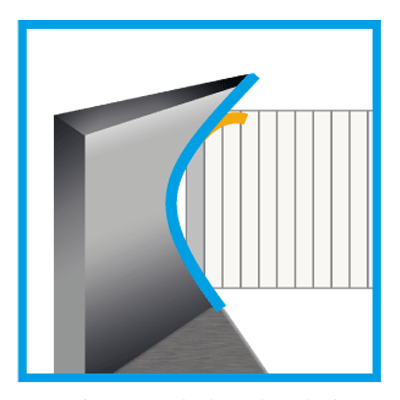 |
SCHRITT 1 Der äußere Bereich der Schneide formt den Span in Richtung Zentrum der Fase. |
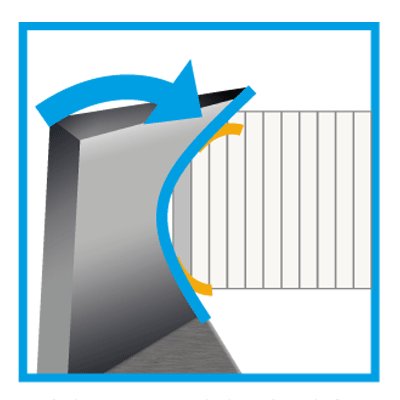 |
SCHRITT 2 Auch der innere Bereich der Schneide formt den Span in Richtung Zentrum der Fase. |
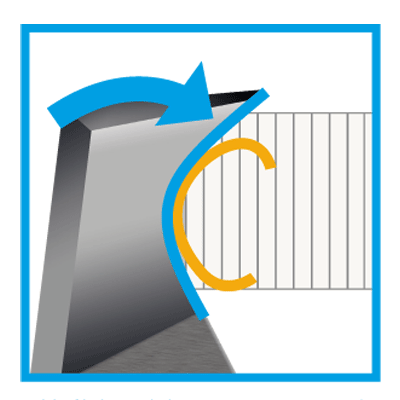 |
SCHRITT 3 Schließlich wird der Span im Zentrum der Fase vom Werkstück abgeschert. Erst dann verlässt das Werkzeug das Werkstück. |
| KEMPF MEDIA-SEKTION |
Video: Funktionsweise des BURLESS CHAMFERING CUTTERs.


1
Für die Filterung wurden keine Ergebnisse gefunden!


Zuletzt angesehen