



Cookie-Einstellungen
Diese Website benutzt Cookies, die für den technischen Betrieb der Website erforderlich sind und stets gesetzt werden. Andere Cookies, die den Komfort bei Benutzung dieser Website erhöhen, der Direktwerbung dienen oder die Interaktion mit anderen Websites und sozialen Netzwerken vereinfachen sollen, werden nur mit Ihrer Zustimmung gesetzt.
Konfiguration
Technisch erforderlich
Diese Cookies sind für die Grundfunktionen des Shops notwendig.
"Alle Cookies ablehnen" Cookie
"Alle Cookies annehmen" Cookie
Ausgewählter Shop
CSRF-Token
Cookie-Einstellungen
Individuelle Preise
Kunden-Wiedererkennung
Kundenspezifisches Caching
PayPal-Zahlungen
Session
Währungswechsel
Komfortfunktionen
Diese Cookies werden genutzt um das Einkaufserlebnis noch ansprechender zu gestalten, beispielsweise für die Wiedererkennung des Besuchers.
Merkzettel
Statistik & Tracking
Endgeräteerkennung
Google GA4 Tracking
Partnerprogramm

Back-Burr Cutter & Path: Entgratsystem für gekrümmte Kanten
Vorder- und rückseitiges Entgraten von Kanten auf 3D gekrümmten Oberflächen
SPEZIELL ENTWICKELTER ENTGRATFRÄSER
Micro-grain-HM: scharfe... mehr
SPEZIELL ENTWICKELTER ENTGRATFRÄSER
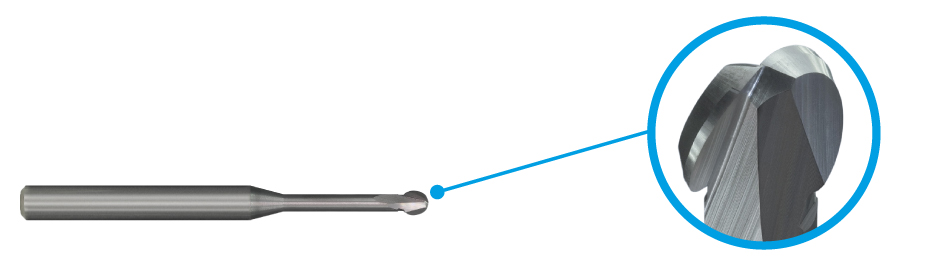
- Micro-grain-HM: scharfe Schneide, bei hoher Verschleißfestigkeit
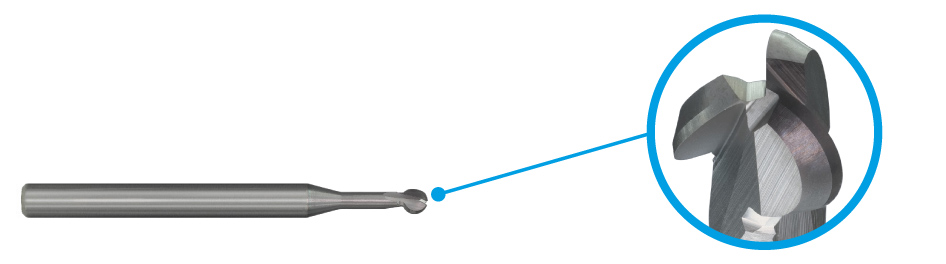
- Hochwarmfeste AlTiCrN-Beschichtungbei bei den Typen A, AS-3F und B: breites Anwendungsspektrum von Aluminium bis zu schwer zerspanbaren Werkstoffen wie Inconel oder Titan
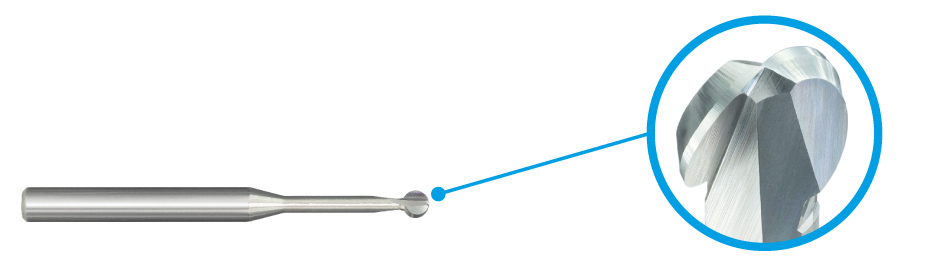
- Neuer Typ A-N ohne Beschichtung, dafür mit schärferem Schliff: ideal für Bearbeitungen von Nichteisenmetallen, Kunststoffen und Composite-Materialien
- Spiralisierte Schneide: erzeugt saubere Kanten und verhindert Sekundärgrate
- Schnellere Bearbeitung durch die spezielle Geometrie
NC-DATENSATZ (PATH)
- Gleichmäßige Kanten durch über die Kontur konstanten Abtrag
- Standzeiterhöhung durch Verlagerung des Fräser-Schnittpunktes
Haben Sie Fragen?
Rufen Sie uns an oder schreiben Sie uns per Kontaktformular!
 |
|


Für das CNC-Entgraten werden auf dem Markt im Grunde nur zwei Arten von... mehr
|
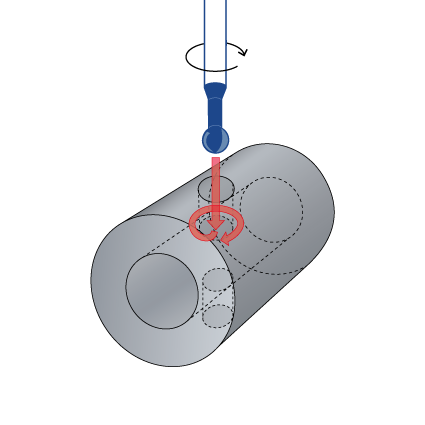
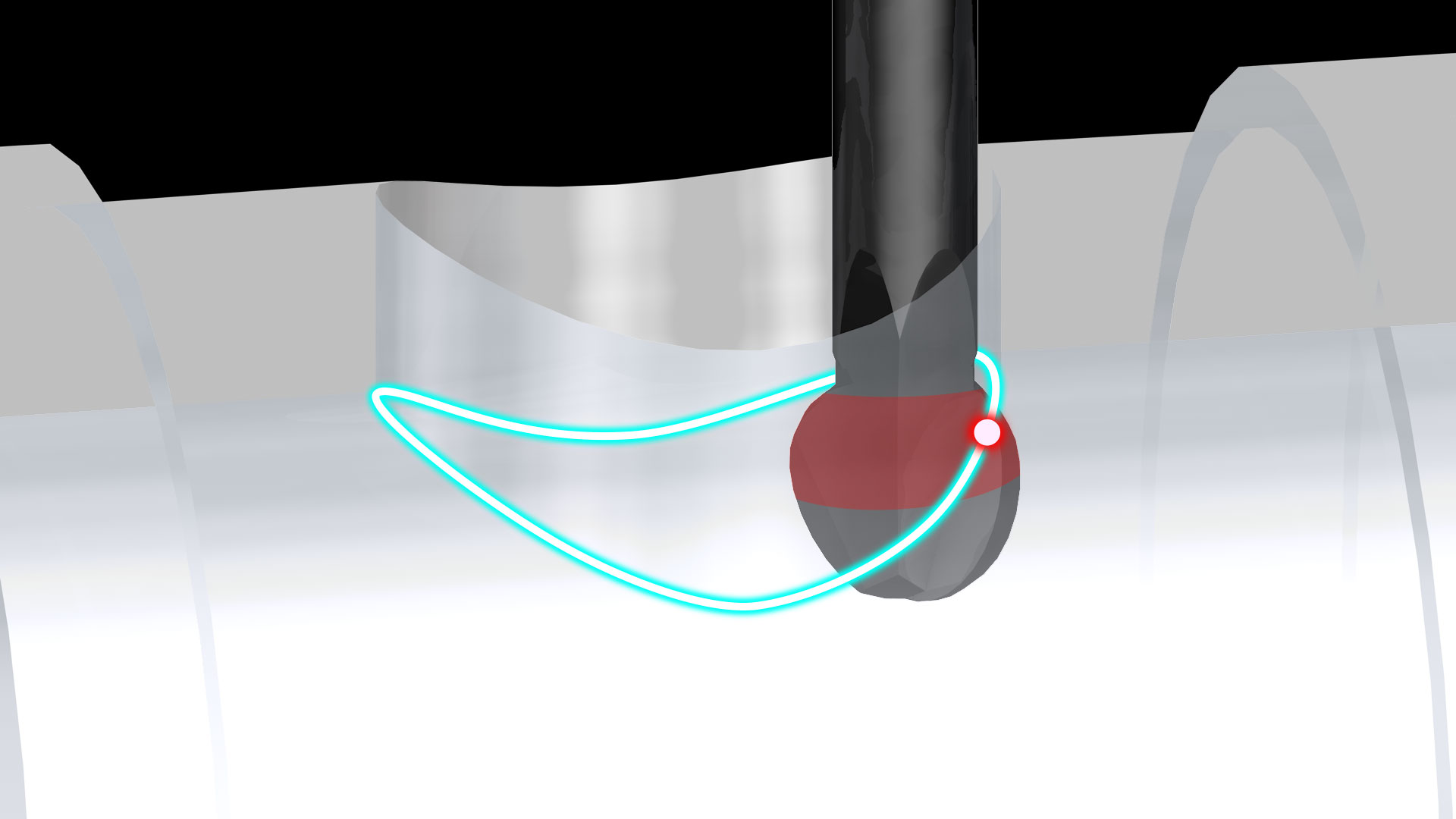
Für das CNC-Entgraten werden auf dem Markt im Grunde nur zwei Arten von Werkzeuglösungen angeboten. Zum Großteil sind dies Werkzeuge, die lineare Bewegungen in Bezug auf die Querbohrung ausführen und dabei rotieren. Eine effektivere Variante ist die Bearbeitung mit einem Kugelfräser, der entlang der zu bearbeitenden Kante an zwei sich kreuzenden Bohrungen konturparallel entgratet.
|
|
|
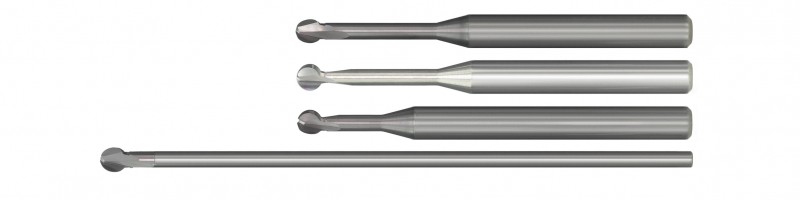
Doch selbst bei diesen Werkzeugen, die weitaus flexibler einzusetzen sind, entstehen Schwierigkeiten beim Programmieren der Datensätze der zu bearbeitenden Kontur. Genau diesen Problematiken hat sich das Entwicklerteam von Xebec aus Japan gestellt und eine ganzheitliche Werkzeuglösung entwickelt, die eine qualitativ hochwertige CNC-Bohrungsentgratung ermöglicht. Dabei wird das Back-Burr Cutter & Path Entgratsystem einer ständigen Weiterentwicklung. Um das Entgratsystem möglichst universell einsetzen zu können, unterliegt auch das Werkzeug an sich kontinuierlichen Innovationen. Zu den bisherigen Varianten mit durchgehendem und abgesetzten Schaft, wurde das Programm nun mit zwei weiteren Varianten ergänzt, sodass aktuell 4 Versionen des Back-Burr Cutters zur Verfügung stehen. Bitte beachten: Bitte fragen Sie die neuen Back-Burr Cutter Typ A-N und AS-3F vorerst nur telefonisch oder per E-Mail an. |
|
|
TYP A
|
|
|
TYP A-N
|
|
|
TYP AS-3F
|
|
|
TYP B
|
|

Der Xebec Back-Burr Cutter ist eine innovative Bohrungsentgratlösung,... mehr
|
|
Der Xebec Back-Burr Cutter ist eine innovative Bohrungsentgratlösung, die eine Synergie von Kugelfräser und NC-Datensatz darstellt, da beide Komponenten perfekt aufeinander abgestimmt werden und das Werkzeug optimal genutzt wird. Durch die individuelle Erstellung des Datensatzes, fährt der Fräser hochpräzise die Kontur des zu entgratenden Bauteils ab und entfernt somit sicher und rückstandslos entstandene Grate – auch auf der Rückseite von Bohrungen. |
|
Dabei ist es prinzipiell unerheblich welche Konturform entgratet werden soll. Durch die Koordinatenpunkte des NC-Datensatzes wird für jeden Einsatzzweck ein „maßgeschneiderter“ Pfad programmiert und der Einsatz des Werkzeuges unter Berücksichtigung der Bearbeitungspunkte, Kontaktpunkte und Fräserwinkel optimiert. So genügt, dank des Bearbeitungsprogramms, meist ein Kugelfräser, um verschiedene Bohrungsdurchmesser zu entgraten. Der mitgelieferte Datensatz beschreibt dabei nicht nur einfache (runde) Bohrungskanten, sondern bietet weit mehr Bearbeitungsspielraum, da auch orthogonale Querbohrungen sowie abgewinkelte, unterbrochene Bohrungen und Bohrungen mit Durchbrüchen bearbeitet werden können. Der Anwender muss somit für viele Bearbeitungsvarianten meist nur noch ein einziges Werkzeug einsetzen, sodass die Bearbeitungszeit um ein Vielfaches verkürzt wird. Darüber hinaus lässt sich auch der Schnittpunkt des Fräsers während der Konturbearbeitung verschieben, sodass die Schneide zum einen gleichmäßiger beansprucht und zum anderen die Standzeit wesentlich erhöht wird. |
|
| KEMPF MEDIA-SEKTION | |


1
2
Für die Filterung wurden keine Ergebnisse gefunden!




Zuletzt angesehen